溶接材料
取扱メーカー:日鉄溶接工業株式会社/日鉄物産ワイヤ&ウェルディング株式会社
 |
被覆アーク溶接棒 | スラグ形成剤・ガス発生剤などを含むフラックスを塗装した「溶接棒」を消耗電極とする溶接法です。フラックス中のシールド剤が分解・融解して発生したガス及びスラグの複合作用にて溶接部をシールドします。 |
| ソリッドワイヤ | 溶接条件選択の自由度が大きく、鋼種・溶接姿勢などの適用範囲が広く、自由化・機械化が容易です。 | |
| フラックス入りワイヤ(FCW) | フラックス入りワイヤには、溶接金属の機械的性質や溶接作業性、ビード外観を考慮して、さまざまな原料を配合した『フラックス』が、外皮金属の内部に充填されています。 | |
| サブマージアーク溶接材料 | 散布した粒状フラックス中にワイヤを自動送給し、ワイヤと母材との間にアークを発生させて溶接する用法です。 | |
| ティグワイヤ | シールドガス(不活性ガス)を流しつつ、非消耗のタングステン電極と母材間にアークを発生させ、このアークで母材及び別に添加された溶加棒を溶融する溶接法です。 |
詳細!! Weldreamシリーズはコチラ
プラズマ機器
取扱メーカー:日鉄溶接工業株式会社
 |
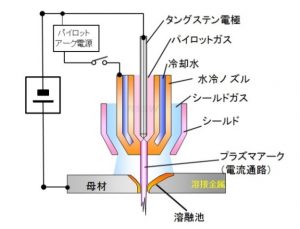 プラズマ溶接は非消耗電極式溶接法に分類されます。トーチ内を流れるパイロットガス(不活性ガス)はパイロットアーク熱によってイオン化(プラズマという)し、プラズマジェットとなってノズル孔から噴出し、アーク電流の導電体となります。タングステン電極と母材間で発生するアーク柱は水冷したノズル孔を通過する際、ウォール効果によりアークは緊縮され非常にエネルギー密度の高いアーク熱源となります。このため、プラズマアークはTIGアーク(自然放電アーク)よりも高温で、プラズマ気流を伴った細くて長いアーク形状となることから多くの特長が現れこの特長を生かした溶接法をプラズマ溶接といいます。 |
詳細!! 商品特徴や適用金属の実績はコチラ